Завершающая операция окончательная обработка профиля
Завершающая операция окончательная обработка профиля
Обработка строительного декоративного камня - Ю.Я. Берлин
 195
195 
Операции подготовки станка к работе и его
уборки после завершения работ в принципе аналогичны одноименным операциям при
окантовке и поэтому здесь не рассматриваются.
 Установка
Установка
заготовки на стол станка производится с помощью имеющихся на 5) заводе транспортных средств (кран-балки,
тельфера).
Уложенные на стол
бруски-заготовки выставляются в один ряд друг за другом по всей длине стола и
прочно закрепляются посредством винтовых прижимов. .
Затем производят разметку профиля. '
Для этого по торцу
крайнего (переднего)
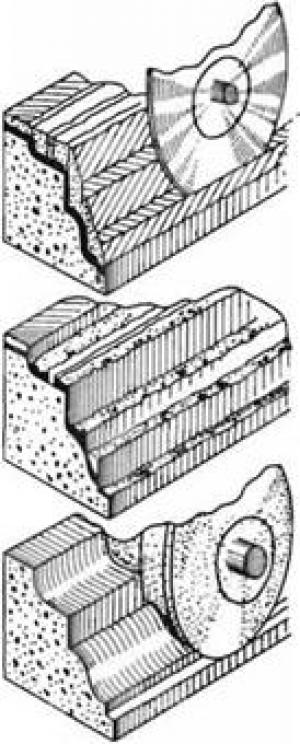
Рис. 77. Порядок
оформления профиля на универсальном фрезерно-окантовочном станке а, 6 —
предварительная обработка профиля; в — окончательная обработка профилябруска обычно кистью с эмалевой краской проводят
полосу но контуру наложенного на торец шаблона.
Далее выполняется предварительная
обработка профиля, которая заключается в разрезке ряда брусков отрезным алмазным
кругом в начале и конце профиля и в наиболее характерных местах и 1гиба
(рис. 77, а).
При расстоянии между резамн более 50 мм рез не должен доходить до контура на
15—20 мм, при меньшем расстоянии допускается приближение реза к контуру на 5
мм.
Надрезанная часть бруска скалывается и
частично выравнивается (рис. 77,6). Благодаря этому объем дальнейшей профилировки
шлифовальными кругами сводится к минимуму, что способствует увеличению срока их
службы.
Завершающая операция — окончательная обработка профиля выполняется
абразивным профильным кругом с негативным рельефом (рис. 77, в).
Вопроси и задания для
самопроверки
1. В чем заключается сущность фрезеровки н профилировки?