Для производства окантовочных работ необходимо
Для производства окантовочных работ необходимо
Обработка строительного декоративного камня - Ю.Я. Берлин
 191
191 
За первой операцией следует укладка
плит-заготовок на стол станка. Плиты твердых пород, имеющие значительные размеры,
укладываются поштучно, плиты из камня средней твердости и мягкого
устанавливаются пакетом (5—8 шт.) на специальном деревянном поддоне. Во
избежание смещения пакета плит в процессе окантовки он крепится на поддоне с
помощью деревянных клиньев (планок), забиваемых в пазы поддона по контуру
пакета. К этому времени у оператора должен быть на руках полученный от мастера
наряд с заданием, в котором указываются месторождение камня, толщина плит,
спецификация.
После укладки плит на стол оператор
приступает к их разметке. Необходимо помнить, что от правильности разметки зависит
экономичность раскроя плит. Как правило, разметка начинается с наиболее
крупных из возможных плит, после этого на оставшейся плоскости размечают более
мелкие плиты, чтобы максимально использовать площадь плиты-заготовки.
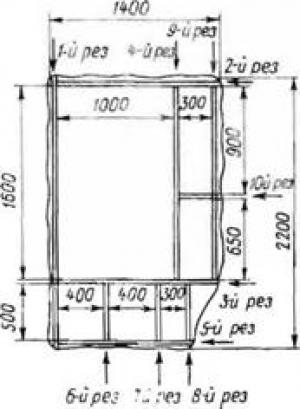
Схема раскроя плиты-заготовки размером 2200X1400 мм
на облицовочные плиты по спецификации заказчика приведена на рис. 75. На схеме видно, что пз
числа предусмотренных спецификацией плит сначала размечена самая крупная плита
размером 1600X1000 мм, а затем две илиты 500x400,
плиты 500x300, 650x300 и 900x300 мм. Плиты,
включенные в спецификацию, но не полученные при раскрое данной заготовки,
вырезаются из других плит-заготовок.
Для
производства окантовочных работ необходимо: включить насос масляной станции
(при наличии на станке гидропривода);
 включить
включить
электродвигатель отрезного круга;
попеременно включая приводы подачи моста и
каретки
с кругом, подвести инструмент к намеченной
первой линии реза (рекомендуется расположить ее вдоль линии недопила плит, отступив
на 8—12 мм);