В каждый автоклав загружается по
В каждый автоклав загружается по
Теория и практика производства и применения ячеистого бетона в строительстве - Большаков В.И.
 28
28 
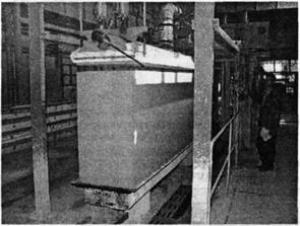
Рис. 4. Линия резки, снятие верхнего подрезного слоя вакуумщитом
Электропередаточная тележка 17, забирает
эти вагонетки и загружает их в автоклавы 18. В каждый автоклав загружается по 4
вагонетки, т.е.
8
массивов. После
пропаривания вагонетки с массивами с помощью такой же электропередаточной
тележки возвращаются под перекладчик 15.
Ввиду того, что при
данном способе заливки и резки массива происходит слипание блоков по
горизонтальным резам, необходимо их принудительное разделение перед упаковкой и
отгрузкой. Перекладчиком 15, массивы на металлических поддонах поочередно
снимаются с автоклавных вагонеток и передаются под разборщик 19. Гидрозахваты
разборщика зажимают поочередно верхние и нижние блоки по всей длине массива и
разъединяют их (рис. 5). Величина усилия, необходимого для разъединения блоков
зависит от сырцовой прочности массива перед резкой и времени выстоя массива до
и после автоклавной обработки, обеспечивается регулировкой давления в
гидросистеме разборщика.
После разборки массив с
помощью реверсивной 2-х позиционной тележки под разборщиком устанавливается на
деревянные поддоны и выставляется на многосекционный конвейер готовой продукции
20, а освободившийся металлический поддон из-под разборщика по многосекционному
конвейеру-накопителю поступает на позицию сборки форм 7, проходя при этом под
установкой для его очистки.
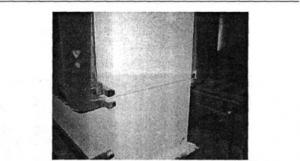
Рис. 5. Разделение горизонтальных слоев массива после ТВО