Вначале производят настройку станка по
Вначале производят настройку станка по
Обработка строительного декоративного камня - Ю.Я. Берлин
 200
200 
Дальнейшая последовательность обработки
гранита на мостовых станках такова. Вначале производят настройку станка по
периметру обрабатываемой плиты. С этой целыо при помощи башмаков-ограничителей
устанавливают максимальные продольный ход моста (по длине плиты) и поперечный
ход каретки (по ширине плиты), учитывая, что инструмент в процессе обработки
не должен выходить за края плиты более чем на ]/з своего диаметра.
После этого производят проверку правильности настройки станка и работы
контактных переключателей.
Затем устанавливают инструмент для
операции средней шлифовки и включают станок (сначала двигатель вращения шпинделя,
после этого — систему охлаждения). Станочник, опуская шпиндель вручную,
добивается соприкосновения рабочего торца инструмента с наивысшим участком
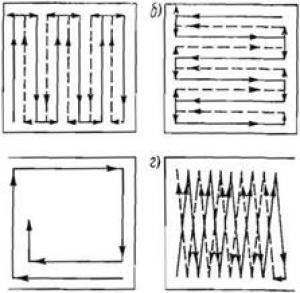
обрабатываемой поверхности. После всех перечисленных действий необходимо включить
автоматический режим работы станка по трем-четырем последовательным программам
(рис. 78) и довести давление инструмента на изделие до требуемой величины
(например, на станках модели 303 — до 0,7—0,8 МПа по манометру). Далее следует
выполнение операции шлифовки в автоматическом режиме (при необходимости может
быть повторен как весь цикл, так и любая из возможных схем перемещения
шлифовальника). В процессе шлифовки станочник периодически контролирует качество
обработки, останавливая станок и осматривая изделие.
В отдельных случаях можно переходить на
ручное управление станком и держать шлифовальник более длительное время на
особенно выступающих участках поверхности или на участках со следами
предыдущей обработки.
 Операция
Операция
средней шлифовки считается законченной после полного устранения на поверхности
изделия следов предыдущей обработки и