§ 43. Конвейерные станки
§ 43. Конвейерные станки
Обработка строительного декоративного камня - Ю.Я. Берлин
 113
113 
Подъем шпинделя вверх осуществляется
сжатым воздухом через пневмоцилиндр. Подача воды при этом автоматически
отключается. При отсутствии воздуха в системе шпиндель можно поднять вручную
рычагом, освободив натянутую пружину. Этой же пружиной создается давление при
шлифовке. Пружина соединена со шпинделем через поршень, гильзу и шестерню.
Давление регулируется увеличением или уменьшением сжатия пружины через
червячную пару. Кнопки управления приводом шпинделя и подъемом шарнирного
рукава, а также пневмокран для управления подъемом шпинделя расположены на
рычаге.
Краткая характеристика основных моделей радиально-консольных станков
приведена в табл. 17.
§ 43. Конвейерные станки
В камнеобрабатывающей промышленности
наибольшее распространение получили конвейерные шлифовально-полировальные
станки для обработки мраморных плит ограниченной ширины: отечественные станки
моделей СМР-006, М-011, КШ-1, БКЗ и иностранные — ЛАУ-8 и ЛТ-8.
Станок СМР-006 серийно выпускается Ленинаканским заводом «Строммашина». Схема
станка приведена на рис. 45, а общий вид его в работе — на рис. 46.
Станок состоит из приводного ленточного
транспортера, вдоль которого размещены четыре-пять консольных постов со
спаренными шлифовальными головками. Каждая шлифовальная головка имеет 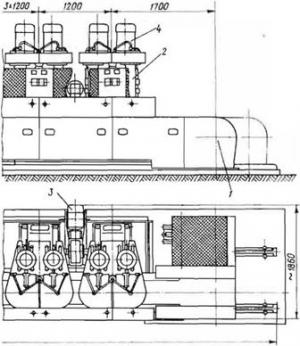 независимый
независимый
привод от индивидуального электродвигателя. Давление инструмента на
обрабатываемое изделие осуществляется посредством гидросистемы. Транспортер
конвейерного станка выполнен в виде бесконечной прорезиненной ленты, нижняя часть
которой перемещается по опорным
Для механизации операции укладки
плит-заготовок на транспортер станок СМР-006 оснащается автоматическим пакетным
питателем.