Такой подход позволяет упростить конструкцию
Такой подход позволяет упростить конструкцию
Теория и практика производства и применения ячеистого бетона в строительстве - Большаков В.И.
 22
22 
-
использование в процессе
вспучивания крупнообъемных массивов ударных воздействий для снижения В/Т смеси;
-
предварительную выдержку
массивов производить в обогреваемых тупиковых камерах с управляемыми режимами
по температуре и влажности;
-
использовать прием
кантования массива и современное резательное оборудование, позволяющее
производить изделия точностью до ±1 мм;
-
использовать
отечественные автоклавы, позволяющие увеличить коэффициент загрузки и уменьшить
удельный коэффициент поверхности;
-
предварительную выдержку
изделий перед ТВО производить в обогреваемых камерах предварительной выдержки;
-
пакетирование изделий на
поддоны выполнять обвязочной лентой с укрытием верхней поверхности пакета.
В проектных компоновочных
решениях формовочного и автоклавного отделений таких линий должны быть
запроектированы участки с соответствующим транспортным оборудованием.
Пс (Пя) N лат
'• авт
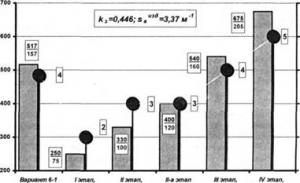
Рис. 8. Поэтапное введение мощности формовочной линии завода по производству
изделий из газобетона за счет различного количества автоклавов и изменения
режима работы предприятия в этот период
Отличительной
особенностью таких линий является отказ от тяжелого железобетонного каркаса для
подъемо-транспортного оборудования в виде мостовых кранов, а передача этих
операций единичным кранам перестановщикам, работающих в автоматическом режиме
для выполненияединичных операций. Такой подход позволяет упростить конструкцию
зданий, уменьшить тепловые потери и уменьшить площадь застройки. Компоновка
таких зданий позволяет приблизить их к квадрату, что уменьшает площадь
ограждающих конструкций самого здания. Все это в сумме энергосбережение при
производстве.